
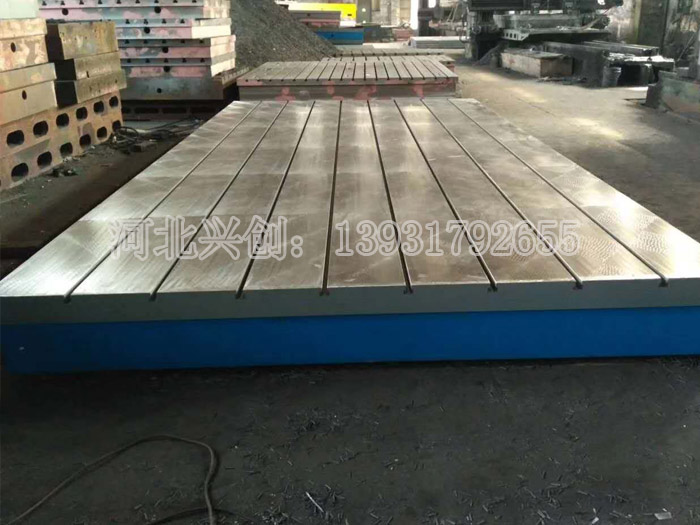
焊接平板


| 规格(长×宽) | 精度等级 | ||||
0级 | 1级 | 2级 | 3级 | 精刨 | |
平面度公差 | |||||
1000×1000 | 10 | 20 | 39 | 96 |
|
1200×800 |
| 20 | 39 | 96 |
|
1200×1000 |
| 20 | 39 | 96 |
|
1500×1000 |
| 24 | 48 | 120 |
|
1500×1500 |
| 25 | 50 | 125 |
|
2000×600 |
| 24 | 48 | 120 |
|
2000×1000 |
| 26 | 52 | 129 |
|
2000×1500 |
|
| 56 | 140 |
|
2000×2000 |
|
| 60 | 152 | 230 |
2500×1500 |
|
| 64 | 152 | 230 |
2500×2000 |
|
| 68 | 168 | 248 |
2500×2500 |
|
| 72 | 180 | 270 |
3000×1000 |
|
|
| 168 | 248 |
3000×1500 |
|
|
| 174 | 154 |
3000×2000 |
|
|
| 184 | 275 |
3000×2500 |
|
|
| 186 | 176 |
3000×3000 |
|
|
| 210 | 300 |
4000×1000 |
|
|
| 210 | 300 |
4000×1500 |
|
|
| 210 | 300 |
4000×2000 |
|
|
| 219 | 310 |
4000×2500 |
|
|
| 228 | 340 |
4000×3000 |
|
|
| 240 | 360 |
5000×1500 |
|
|
| 249 | 370 |
5000×2000 |
|
|
| 255 | 375 |
5000×2500 |
|
|
| 264 | 390 |
5000×3000 |
|
|
| 287 | 420 |
6000×2000 |
|
|
| 293 | 430 |
6000×2500 |
|
|
| 300 | 450 |
6000×3000 |
|
|
| 308 | 460 |
8000×2000 |
|
|
| 370 | 520 |
8000×2500 |
|
|
| 375 | 530 |
8000×3000 |
|
|
| 382 | 570 |
1. 焊接平板在使用前应当做水平调整处理,调整工具多为调整垫铁或平台支架。
2. 在焊接件与平台放置时,因轻放,避免焊接件与台面发生较大的碰撞。
3. 焊接工作完毕后,应对台面上的焊渣,或其他焊接残留物进行清理。
4. 焊接平板应做好搭铁处理。
1,制定生产计划,设计图纸;
2,制作消失模-泡沫型;
3,沙坑造型;
4,浇注;
5,毛坯铸件进行回火;
6,机床粗加工;
7,进行二次回火消除内应力,防止变形;
8,进行机床精加工,平台外形尺寸到位;
9,平面度要求高的平台进行人工刮研处理;
10,处理平台的外观,并进行包装。